
Lásar af Z7C gerð

Undirbúningur fyrir tengingu
1. Mál skafts og gats tengisins skal prófað með því að nota mælana sem tilgreindir eru í GB1957-81 „Smooth Limit Regulations“, eða samkvæmt aðferðunum sem tilgreindar eru í GB3177-82 „Skoðun á sléttum málverkum“.
2. Samsett yfirborð verður að vera laust við óhreinindi, tæringu og skemmdir.
3. Berið lag af smurolíu (sem inniheldur ekki mólýbdensúlfíðaukefni) jafnt á hreint yfirborð þensluhylkis og samsett yfirborð bindihlutans.
Uppsetning stækkunarhylkis
1. Ýttu tengda hlutanum á skaftið þannig að hann nái þeirri stöðu sem tilgreind er í hönnuninni.
2. Settu þensluhylki lausu skrúfunnar létt í tengiholið til að koma í veg fyrir halla tengisins og hertu síðan skrúfuna í samræmi við aðferðina sem tilgreind er við að herða skrúfuna.
Skrúfaaðferð
1. Skrúfur þensluhylkisins ætti að herða jafnt með því að nota toglykil í ská og þversum.
2. Herðið togið á einni skrúfunni í samræmi við tilgreint gildi stækkunarhylkis af hverri gerð.
3. Fjarlægðu bilið áður en þú herðir skrúfuna og hertu skrúfuna í samræmi við aðferðina.
4. Aðferðin við að festa skrúfur er sem hér segir:
a. Hertu með 1/3MA gildi eftir að bilið hefur verið útrýmt;
b. Herðið með 1/2MA gildi;
c. Herðið með MA gildi;
d. Notaðu MA til að athuga allar skrúfur.
Fjarlæging á stækkunarhylki
1. Losaðu allar skrúfur, en fjarlægðu ekki allar skrúfurnar.
2. Fjarlægðu galvaniseruðu útblástursskrúfuna, skrúfaðu útblástursskrúfuna í aukaskrúfugatið á fremri þrýstihringnum, bankaðu varlega á stækkaða gírhlutann til að losa þensluhringinn og dragðu síðan útþensluhylkið.
3. Mismunandi gerðir af stækkunarhylki, sundurtökuaðferðir eru einnig mismunandi, ættu að skilja eiginleika þess að fullu og síðan prófa sundurliðun, til að koma í veg fyrir skemmdir á útkastsþræði.
4. Þegar Z1 stækkunarhylkin er fjarlægð, losaðu fyrst skrúfuna á þrýstiplötunni og bankaðu síðan varlega á stækkaða gírhlutann til að losa stækkunarhringinn, sem hægt er að fjarlægja.
Vörn
1. Eftir uppsetningu skal setja lag af ryðvarnarfeiti á óvarið endaflöt þensluhylsunnar og höfuð skrúfunnar.
2. Í lausu lofti eða í lélegu vinnuumhverfi vélarinnar, ætti að vera reglulega á útsettu stækkunarhylkisendahliðinni með ryðvarnarfeiti.
3. Fyrir þenslumúffur sem þurfa að vinna í ætandi miðli, ætti að taka sérstaka vörn (eins og hlífðarplötu) til að koma í veg fyrir tæringu á þenslumöppum.
| Grunnstærð | Metið álag | Þyngd | |||
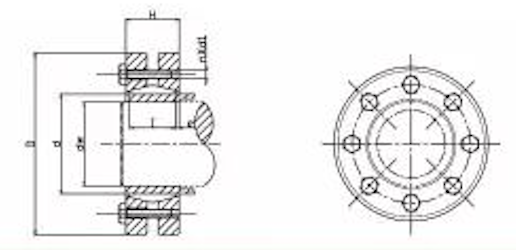
| d | D | dw | Áskraftur Ft | Tog Mt | wt |
| Grunnmál (mm) | kN | kN-m | kg | ||
| 200 | 350 | 145 | 1291 | 93 | 50 |
| 150 | 1353 | 101,5 | |||
| 155 | 1409 | 109,2 | |||
| 160 | 1625 | 130 | |||
| 220 | 370 | 165 | 1703 | 140,5 | 65 |
| 170 | 1776 | 151 | |||
| 170 | 1835 | 156 | |||
| 240 | 405 | 180 | 1994 | 179,5 | 87 |
| 190 | 2137 | 203 | |||
| 190 | 2242 | 213 | |||
| 260 | 430 | 200 | 2390 | 239 | 100 |
| 210 | 2542 | 265 | |||
| 210 | 2686 | 282 | |||
| 280 | 460 | 220 | 2900 | 319 | 132 |
| 230 | 3087 | 355 | |||
| 230 | 2965 | 341 | |||
| 300 | 485 | 240 | 3175 | 381 | 140 |
| 245 | 3273 | 401 | |||
| 320 | 520 | 240 | 3317 | 398 | 165 |
| 250 | 3536 | 442 | |||
| 260 | 3738 | 486 | |||
| 340 | 570 | 250 | 4080 | 510 | 240
|
| 260 | 4307 | 560 | |||
| 270 | 4519 | 610 | |||
| 360
| 590
| 280 | 4707 | 659 | 250
|
| 290 | 4931 | 715 | |||
| 295 | 5044 | 744 | |||
| 390
| 660
| 300 | 5733 | 860 | 350
|
| 310 | 5903 | 915 | |||
| 320 | 6063 | 970 | |||
| 420
| 690
| 330 | 6182 | 1020 | 410
|
| 340 | 6470 | 1100 | |||
| 350 | 6743 | 1180 | |||
| 460
| 770
| 360 | 7222 | 1300 | 540
|
| 370 | 7514 | 1390 | |||
| 380 | 7789 | 1480 | |||
| 500 | 850 | 400 | 9400 | 1880 | 750 |
| 410 | 9659 | 1980 | |||
| 420 | 9905 | 2080 | |||





